- English
- Čeština
- Español
- Italiano
- Polski
- Français
- 日本語
- Home
- Fehlerbehebung
- Druckqualität-Fehlerbehebung
- Fädenziehen und Nachsickern
Fädenziehen und Nachsickern
- Druckqualität-Fehlerbehebung
- Schlecht aussehende Oberfläche über den Stützen
- Gebrochene Stützen (SL1/SL1S)
- De-Laminierung / getrennte Schichten (SL1/SL1S)
- Versagene Stützen
- Firmware-Update fehlgeschlagen #10534 (SL1)
- Erste Schicht Fragen
- Ghosting
- Löcher in Drucken (SL1/SL1S)
- Schicht-Trennung und Aufspaltung FDM
- Schichtverschiebungen
- Objekte mit fehlenden Details
- Schlechtes Überbrücken
- Druck löst sich von den Stützen (SL1/SL1S)
- Druck erscheint nicht / Harz wird nicht fest
- Drucke, die sich von der Plattform lösen
- Probleme mit dem Infill
- Entfernen eines am Boden des Tanks haftenden Objekts
- Beispiel G-Codes
- Kratzer/Blasen auf Drucken (SL1/SL1S)
- Verzerrte / deformierte Drucke (SL1/SL1S)
- Fädenziehen und Nachsickern
- Fäden aus dem auf der Düse verbliebenen Material
- PrusaSlicer settings
- Filament
- Hotend
- Genug Einstellungen, gebt mir meine Heißluftpistole!
- Temperatursensor ausgefallen #10205 (SL1/SL1S)
- Die Benchy-Rumpflinie
- Minderextrusion
- Sichtbare Schichten (SL1/SL1S)
- Verzogene Schichten (SL1/SL1S)
- Warping
- Wasserdichte Drucke
- Drucker-Fehlerbehebung
- QR Fehlercodes
- Druck von Fehlermeldungen
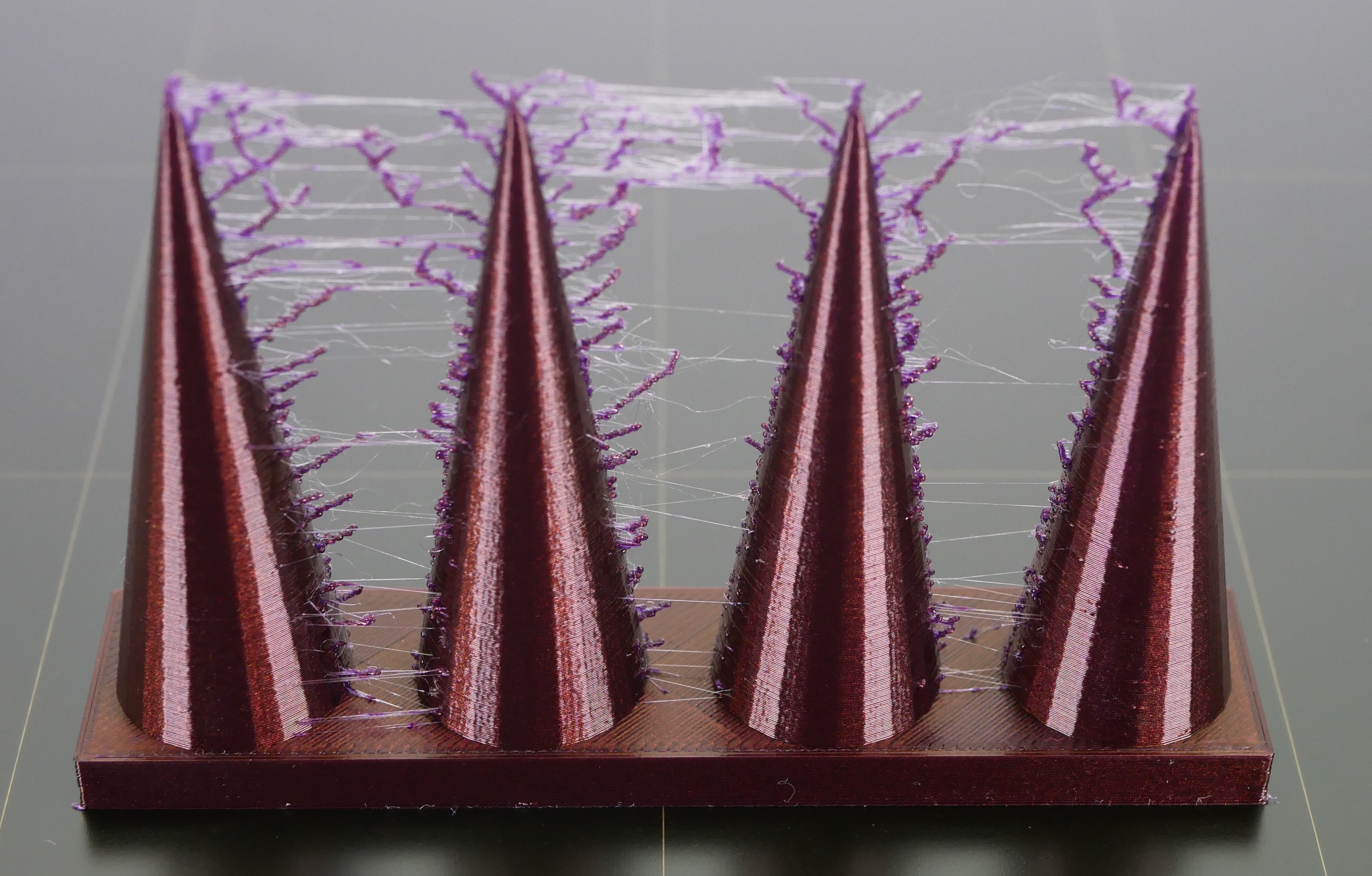
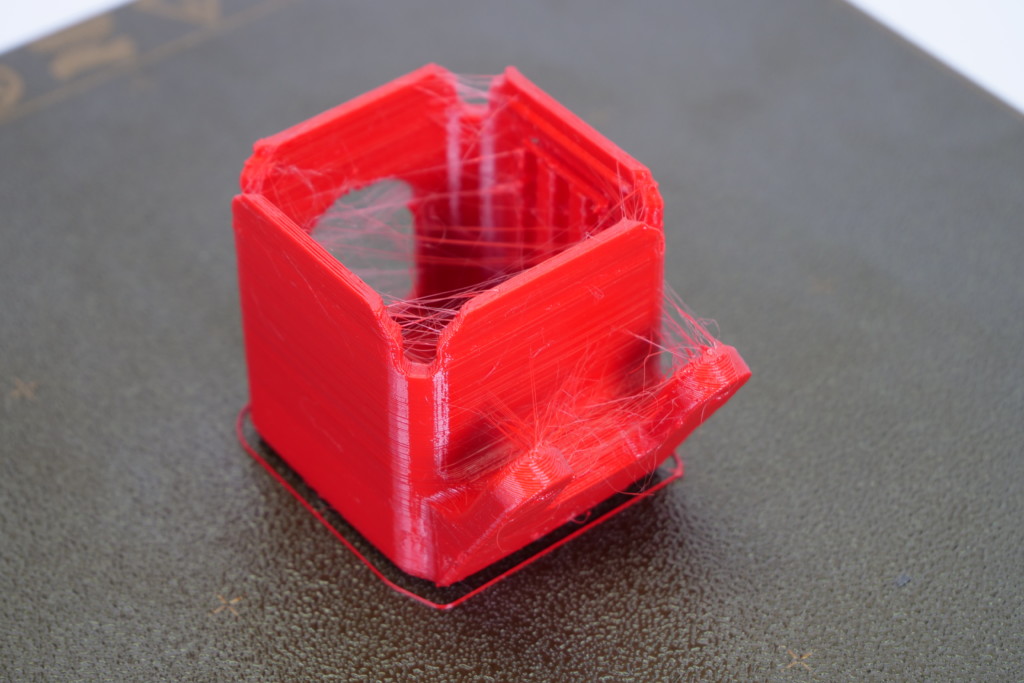
Fädenziehen (Stringing) oder Nachsickern, auch als "haarige Drucke" bekannt, kann auftreten, wenn kleine Fäden auf einem gedruckten Modell zurückbleiben. Dies geschieht normalerweise, wenn das Filament aus der Düse weiterfließt, während der Extruder sich zu einem anderen Objekt bewegt. Sie können dies als eine marginale Filamentlinie zwischen den Objekten sehen.
Dieses Problem wird durch sehr hohe Drucktemperaturen und/oder die Verwendung falscher Rückzugeinstellungen verursacht. Dies lässt sich jedoch durch eine Reihe von Einstellungen im PrusaSlicer und eine Überprüfung der Hardware lösen.
 |  |
Fäden aus dem auf der Düse verbliebenen Material
Wenn Sie über längere Zeit von einem einzigen Filamenttyp, wie z.B. PET-G, drucken, kann das Filament eine dünne Schicht in der Düse erzeugen. Dies kann zu einem Fadenziehen führen, da die Fäden des Filaments an der Oberfläche des Drucks haften bleiben. Reinigen Sie daher die Düse vor dem Drucken gründlich und stellen Sie sicher, dass jeglicher Schmutz oder Reste früherer Filamente von der Düse entfernt werden.
PrusaSlicer settings
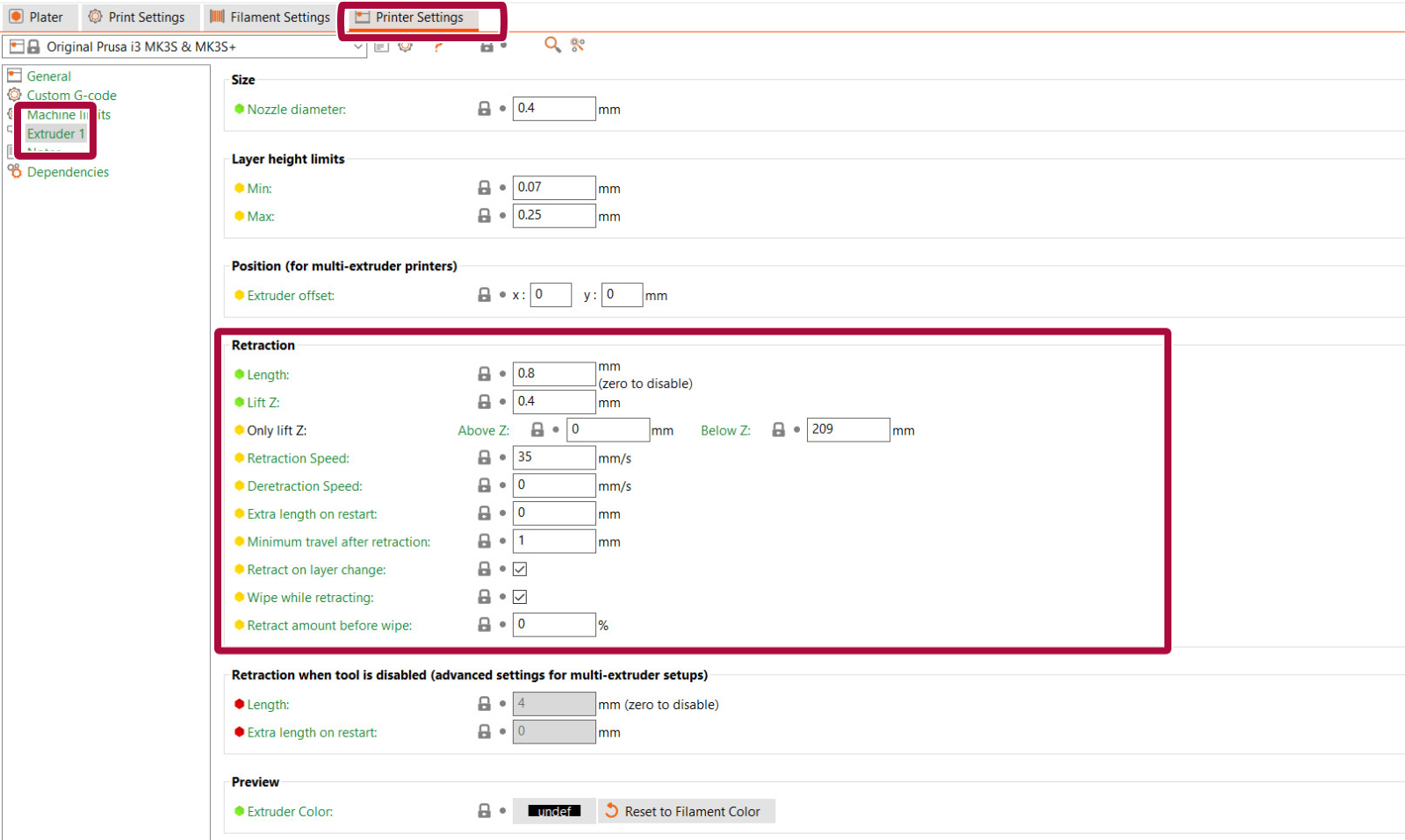
Sie sollten damit beginnen, einen Parameter zu überprüfen, der als Einzug (Retraction) bekannt ist. Was bewirkt das Zurückziehen? Wenn der Extruder das Drucken eines Abschnitts/Objekts Ihres G-Codes beendet hat, wird das Filament zurück in die Düse gezogen. Sobald sich der Extruder zur nächsten Stelle bewegt, wird der Druckvorgang fortgesetzt - das Filament wird wieder herausgeschoben und es beginnt erneut, aus der Düse zu extrudieren. Die Einstellungen für den Einzug finden Sie in PrusaSlicer unter Druckereinstellungen -> Extruder 1.
Flexible Filamente benötigen in der Regel einen längeren Rückzug, da sich das Material dehnt, während es zur Düse zurückgezogen wird. Flexible Materialien sind ein Sonderfall und können eine Menge Feinabstimmung erfordern.
Die Einzug-Einstellungen sind:
- Llänge: Der Betrag, um den das Filament zurückgezogen wird, wenn ein Einzug ausgelöst wird. Bei der MK2.5/S und MK3/S/+ sollte die Einzugslänge maximal 2 mm betragen.
- Z Hebung: hebt den Extruder während der Bewegung an. Eine niedrigere Einstellung verbessert das Stringing. Beachten Sie, dass die Deaktivierung dieser Funktion dazu führen kann, dass die Düse das gedruckte Teil trifft.
- Einzugsgeschwindigkeit: Geschwindigkeit des Extrudermotors beim Einzug. Ein höherer Wert verbessert die Fadenbildung, aber wenn er zu hoch ist, können Schritte im Motor übersprungen werden.
- Minimalbewegung nach dem Einziehen: Betrag der Bewegung, die einen Einzug auslösen wird (mm). Der voreingestellte Wert in PrusaSlicer ist 1 mm, was ein geringer Wert ist. Ein höherer Wert verringert die Druckzeiten, erhöht aber auch das Sickern und die Fadenbildung.
- Bei Schichtwechsel einziehen: Aktiviert das Einziehen, wenn die Schicht zur nächsten wechselt. Es wird empfohlen, diese Option eingeschaltet zu lassen.
- Während Einzug reinigen: Bewegt die Düse (Wischen), während der Einzug durchgeführt wird. Es wird empfohlen, diese Option eingeschaltet zu lassen.
- Einzugslänge vor einer Reinigung: Diese Option führt einen schnellen Einzug durch, bevor die Wischbewegung ausgeführt wird. Eher geeignet für den Original Prusa MINI/MINI+.
Andere Einstellungen, die den Einzug beeinflussen:
- Nur bei Umfangsüberquerungen einziehen: (Druckeinstellungen -> Infill -> Erweitert): Deaktiviert den Einzug, wenn der Fahrweg nicht über die Grenzen der oberen Schicht hinausgeht. Ein eventuelles Sickern findet innerhalb der Wände statt und sollte unsichtbar sein.
- Kreuzung von Perimetern vermeiden: (Druckeinstellungen -> Schichten und Umfänge -> Qualität): Optimiert die Verfahrbewegungen, um die Kreuzung von Perimetern zu minimieren. Dadurch wird die Anzahl der Verfahrbewegungen verringert, insbesondere beim MINI/MINI+.
- Sequentielles Drucken: (Druckeinstellungen -> Ausgabeoptionen -> Sequentielles Drucken): Wenn jedes Objekt einzeln gedruckt wird, ist die Wahrscheinlichkeit geringer, dass es zu Fadenbildung zwischen den Teilen kommt. Wenn Sie diese Funktion verwenden, warnt Sie PrusaSlicer vor der Möglichkeit, dass der Extruder mit einem bereits gedruckten Teil kollidiert, aber Sie sollten den Druck genau verfolgen.
- Düsentemperatur: (Filament-Einstellungen -> Filament -> Düse): Wenn Sie die Temperatur senken, verringert sich das Auftreten von Fäden. Versuchen Sie, die Düsentemperatur um 5 - 10°C zu senken und prüfen Sie, ob weniger Fäden entstehen.
Filament
Versuchen Sie, eine andere Spule zu verwenden als die, die das Fadenziehen verursacht. Das Filament könnte sich mit Feuchtigkeit vollgesogen haben, was zu einer starken Fadenbildung führt.
Hotend
Das Fadenziehen in der Düse kann durch ein Problem mit der Wärmeableitung in der Düse verursacht werden. Versuchen Sie, Wärmeleitpaste auf die Gewindegänge zwischen dem Heatbreak und dem Kühlkörper aufzutragen.
Wenn Sie kürzlich eine Komponente im Hotend ausgetauscht haben, ist es auch möglich, dass einige Einzelteile nicht an ihrem Platz sind. Gehen Sie den Zusammenbau des Hotends durch und überprüfen Sie, ob die Teile von der Anleitung abweichen.
Genug Einstellungen, gebt mir meine Heißluftpistole!
Wenn Sie keine Lust haben, an den Einstellungen zu feilen, gibt es eine Alternative. Sie können die Fäden mit einer Heißluftpistole (oder oft auch mit einem Feuerzeug - aber seien Sie sehr vorsichtig) loswerden. Stellen Sie Ihre Heißluftpistole auf etwa 200 °C ein und zielen Sie ein oder zwei Sekunden lang auf die Saiten. Dadurch schmelzen die Fäden, und das gedruckte Objekt sollte unbeschädigt bleiben. Lassen Sie die Wärmequelle nicht länger als ein oder zwei Sekunden auf dem gedruckten Modell, da sich das Teil sonst verformen kann.
Kommentare


Sie haben noch Fragen?
Wenn Sie eine Frage zu etwas haben, das hier nicht behandelt wird, sehen Sie sich unsere zusätzlichen Ressourcen an.
Und wenn das nicht ausreicht, können Sie über die Schaltfläche unten oder an die [email protected] eine Anfrage senden.